Views: 21 Author: Site Editor Publish Time: 2025-09-19 Origin: Site
Ribbon mixers streamline pharmaceutical production. Their double-ribbon structure blends powders and granules smoothly. This setup saves time and ensures uniform results for medicines and fillers. Karvil’s PLC-controlled models meet tough GMP standards. They allow real-time tracking and adjust to your needs. This reduces waste and repairs. They work well for crafting tablets, filling capsules, or preparing granules. They improve quality with minimal effort.
Accuracy and consistency are vital in drug production. Whether making tablets, capsules, or creams, a uniform blend ensures each dose has the right amount of active ingredients (APIs) and fillers. Poor mixing can cause batch issues, weak drug effects, or regulatory problems.
Mixers are key to this process. They evenly combine tiny APIs with larger fillers, even when particle sizes or flow differ greatly. This is crucial for low-dose drugs, where small errors can affect performance significantly.
The pharmaceutical field follows strict rules like cGMP and FDA guidelines. These demand consistent products and detailed records of every step, including mixing.
Modern mixers must provide precise control, repeatable results, and features ready for audits. Automated systems with programmable logic controllers (PLC) are popular. They manage recipes, track batches, and keep digital records, making audits easier and ensuring quality.
Pharmaceutical mixers can be grouped by their mixing method:
Diffusive Mixers
These rely on tumbling or rotating motions. They’re great for free-flowing powders needing gentle care. V-type and double cone blenders are examples.
Convective Mixers
These use mechanical stirring to move materials. Ribbon mixers and paddle mixers belong here, known for effectively blending powders and granules.
Shear Mixers
High shear mixers create strong forces with fast rotor-stator action. They’re best for emulsions, suspensions, or mixing materials with different thicknesses.
The industry uses several mixer types, each with a specific role:
· High Shear Mixers: Great for emulsions or suspensions due to powerful mixing.
· Ribbon Blenders: Versatile for dry powder mixing on a large scale.
· Planetary Mixers: Good for thick materials like creams.
· Fluidized Zone Mixers: Mix and dry at the same time.
· Double Cone Blenders: Blend evenly without creating heat.
· V-Blenders: Gently mix while keeping particles intact.
· Homogenizers: Ensure smooth, uniform blends.
· Vacuum Mixers: Work well for sensitive materials.
Karvil’s ribbon mixer stands out for its flexibility in dry powder tasks.
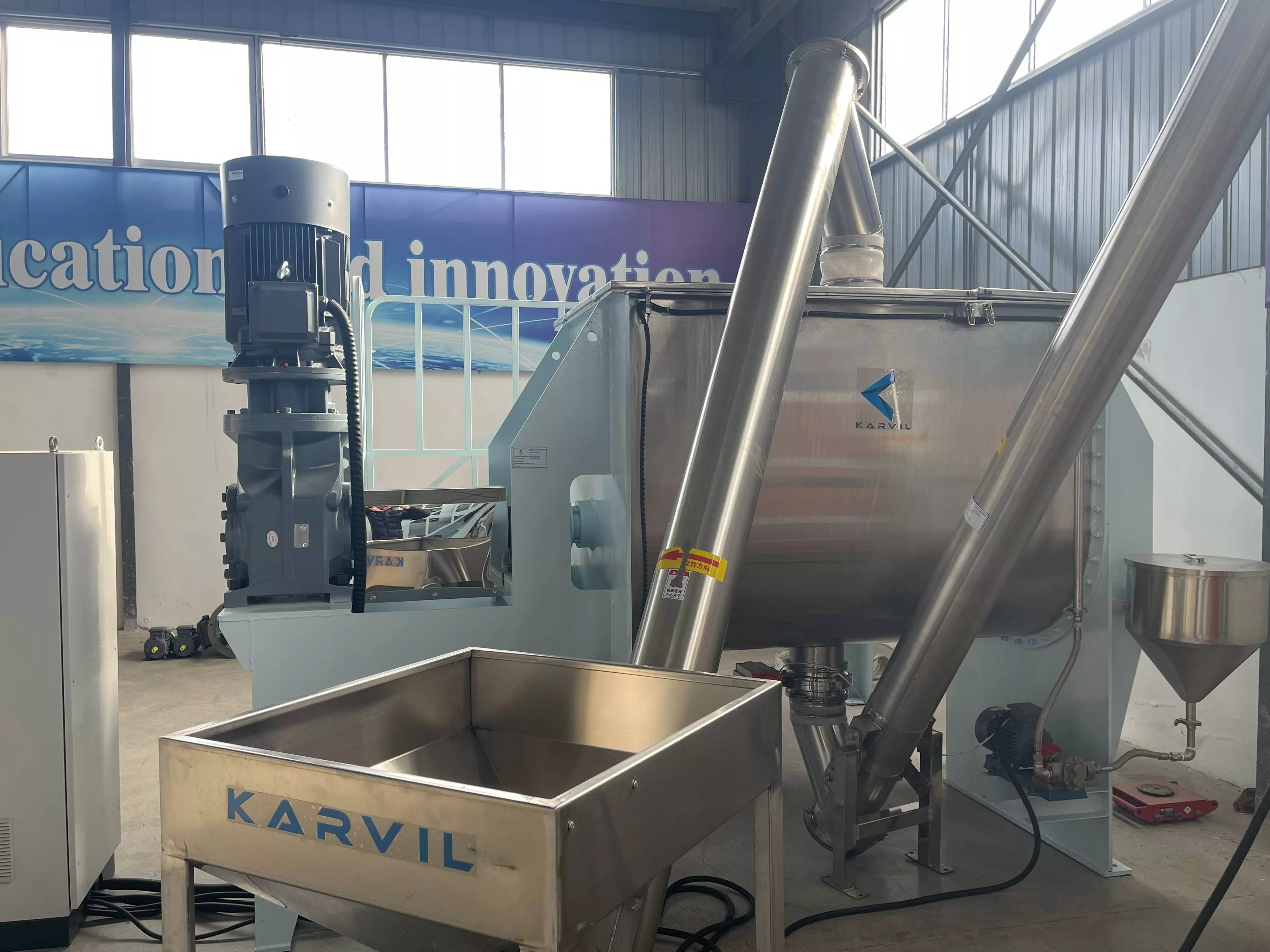
The horizontal ribbon mixer uses forced shear stirring. It has three main parts: a mixing bin, an agitator, and a drive system. When running, the outer ribbon pushes materials from both ends of the U-shaped bin to the center. The inner ribbon moves materials from the center to the ends. This creates a convective mixing pattern.
This two-way flow ensures even mixing with few unmixed spots in the batch.
The outer ribbons, paired with the rotation direction, move materials from the ends to the middle. Meanwhile, the inner ribbons push materials outward. The ribbons’ angles and directions cause materials to flow in varied paths. Through constant circulation and shear, the mixer blends quickly and evenly.
This process works well for powders with tricky flow or different weights.
Several factors impact performance: agitator speed, fill level (usually 40–70% of volume), blade angle design, batch size, and discharge efficiency. These affect mixing time and blend consistency, which are critical in pharmaceutical work.
Karvil’s Horizontal Ribbon Mixer with PLC Control System is built for pharmaceutical needs.
Its double-ribbon setup blends materials quickly and uniformly. The outer ribbon pulls materials inward, while the inner ribbon pushes them outward. This creates strong mixing currents, ensuring a consistent blend. It handles ingredients with big weight differences effectively.
This ribbon mixer is highly efficient and uses less energy. Its strong drive system keeps steady power across different batch sizes, cutting costs while maintaining performance.
Made with stainless steel and optional food-grade parts, it meets strict hygiene rules. Polished inner surfaces prevent residue buildup, making cleaning fast and easy between batches.
The mixer can be scaled for small test batches or large production runs, fitting your facility’s needs perfectly.
Automation is key in modern drug manufacturing, and this mixer’s PLC system delivers.
The PLC lets you adjust agitator speed based on your recipe. You can track temperature or mixing time in real time on a screen, ensuring accuracy.
The system saves each batch’s settings digitally. This simplifies audits and ensures consistent results when switching between products.
Automated alerts and safety locks reduce mistakes and keep operators safe, meeting workplace safety rules.
Ribbon mixers shine in several pharmaceutical tasks:
Mixing dry APIs with fillers like lactose ensures consistent tablet quality during compression.
Uniform granule blends lead to accurate capsule fill weights, crucial for strong active ingredients.
The ribbon mixer’s gentle yet thorough mixing blends large batches of dry ingredients, even those sensitive to heat or stress.
Efficiency means less waste and better output quality.
The large ribbon surface and quick mixing cycles allow more batches per shift, boosting productivity.
The ribbon design and rotation ensure nearly all material is discharged, increasing yield and reducing loss.
Simple access panels and smooth surfaces make cleaning quick, cutting downtime in facilities that produce multiple products.
Karvil offers more than just equipment:
· Technical Advice: Helps you choose the right mixer for your needs.
· Professional Setup: Ensures quick and correct installation.
· Operator Training: Prepares your team to use the mixer effectively.
· Maintenance Plans: Include spare parts and remote support via the PLC system.
Explore how Karvil’s Horizontal Ribbon Mixer with PLC Control System can boost your production while meeting strict regulations.
Q: What formulations work best with ribbon mixers?
A: Ribbon mixers are great for dry powder blends used in tablets or capsules. They also handle granules well before encapsulation, maintaining particle quality while ensuring even mixing.
Q: How does PLC integration help my production?
A: PLC systems allow live tracking of speed or mixing time. They store recipes and track batches, meeting GMP rules and making audits and production consistent.
Q: Can I adjust mixer capacity for my facility?
A: Yes, Karvil’s horizontal ribbon mixers come in sizes from small pilot units to large industrial models, tailored to your production needs.









